|
|
|
|
|
| |
Samples & Guides \\ Industry Articles
|
| |
We have gathered some of the better articles related to our niche for your viewing. These articles will give you a better understanding of some of the processes and operations we perform.
|
Article Index
Do's & Don’t'sBy: The Finisher’s Corner
Reprinted from New England Printer & Publisher
Issue: December 1991
DO - ALLOW TRIM.
-
It doesn't matter if you're sending sheets out for die
cutting, mounting, film laminating, stamping or whatever. One of your goals when
laying out a sheet should be to permit the greatest number of options at the
finishing stage. As an example, if you have a 2-up form, don't put the two units
close together leaving oodles of trim left and right. It might be more efficient
to die cut or stamp the job 1-up, and there might not be adequate gripper space
if the units are close together.
DON'T - CUT THOSE SHEETS
-
Especially true when the
registration of die cutting to the printed image must be accurate. The general
rule is to send the sheets to your finisher just as they are delivered from your
press. If the die cutter doesn't have an accurate gripper and side guide for
registration, he can't do his job properly. Since the mounting operation leaves
a rough edge that must be cleaned up with a final guillotine trim, display cards
can't be made full size if the printed sheets are trimmed to final
size.
DO - PRINT SHEETWISE FOR SCORING
-
Scores usually perform best when they are
folded away from the score. If you print a work & turn or work & tumble
sheet that needs scoring, it will have to be run through the scoring press twice
or 1/2 of the job will be scored into the wrong side.
DON'T - PRINT COMMON RADII
-
We're talking here about
die cut round corners, not round corners done on a round cornering machine.
Where two radii butt against each other, the round corner die knives join at a
very acute angle and the result is usually a nick. Leave 14" or more between
units and you'll get cleaner, more continuous round comers.
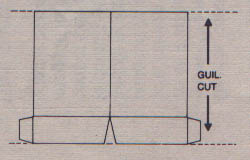
DO - GUIL. CUT STRAIGHT EDGES
-
If all of the perimeter knives in a die are present and
cutting cleanly, the die cut piece and the trim becomes difficult to deliver
from the press in anything resembling a reasonable jog. There are two remedies.
First, the knives can be nicked in several places to leave uncut areas to help
hold the sheet together, or second (and much preferable) straight knives
parallel to either the gripper or the side guide can be left out, and final
trims can be made on the guillotine cutter to free the die cut piece from the
sheet.
DON'T - THINK 3D POCKETS ARE FREE
-
"Hell no, my customer won't pay for 3D pockets, why don't
you just use a wide score to give a little room inside?"
Sure, and the Tooth Fairy will
be along shortly.
The width of a scoring rule is
determined by the thickness and type of stock being scored. Scoring with a rule
that is too wide for the stock being used, will result in crooked, cracking
scores. Not only does folding performance suffer, but you don't gain anything
anyway. The pockets and spine fold flat after gluing regardless of the width of
scoring rule used.
DO - KEEP YOUR BASIS WEIGHT UP
-
Higher basis weights keep your saleshappy. Mounted jobs
look smoother since less of the roughness of the cardboard shows through. Pocket
folders feel better, score better, and have less chance of adhesive bleeding
through the glued areas.
DON'T - PRINT THE DIE LINES
-
If your die cutter is so forgetful that he needs to be
shown where to cut or crease on every sheet, you'd better be thinking about a
change. When the cut or score lines are printed, you've got a disaster unless
the die is perfect and each strike is perfect. Unfortunately this is the real
world. Don't do this to your finisher -- neither of you needs the
hassle.
DO - ALLOW PLENTY OF BLEED
-
Why not? It makes ink salespeople, guillotine cutters, finishers, and customers
happy. Dies are not perfect, die cutting registration isn't perfect, the
printing registration may not be perfect (hard to believe) or there may be some
paper stretch (heavens no!). Anything less than perfection really looks bad
without a bleed.
DON'T - UV COATING AND SCORES
-
Here's the dope on UV coating jobs that fold. If you're
doing a spot UV job, just keep the coating off the scores, and you won't need to
worry about cracking. If your coating is overall, you can best prevent cracking
by keeping the basis weight up and using low solvent, no wax inks. These inks
allow for the best adhesion between coating and ink, and give you the best shot
at eliminating cracking. Please don't coat glue flaps or areas where flaps
glue.
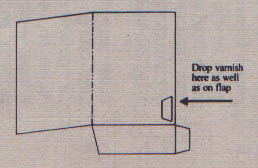
DO - DROP VARNISH FROM GLUE FLAPS
-
I'm sure you always remember to keep ink and varnish off
glue flaps, but don't stop there. The hard to glue stuff must also be dropped
from the area where the flap glues. Bleed color 1/8" into the glue
area.
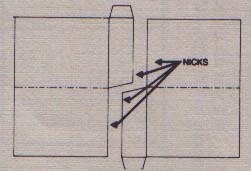
DON'T - INTERLOCK FOLDERS
-
Normally your die cutter will leave out the knife that
creates the bottom of the pocket, and will plan to make this cut on a guillotine
cutter. This helps keep the sheet together as it runs through the die cutting
press and eliminates, or at least minimizes the need for those unsightly
"nicks." When pockets are interlocked, no knives can be left out of the bottom
of the pocket, and the die cut piece must be nicked to keep the sheet together
until it reaches the delivery end of the press.
DO - GET THE SPECS STRAIGHT
-
We're all familiar with the guy who calls before he
understands the job. The conversation usually goes something like
this:
Estimator: "Do you want the job
done this way or that way?"
Customer: (Doesn't have all the
specs) A don't know, please quote it both ways."
Let's not forget that estimators
are often the busiest people on earth they don't need any extra
projects.
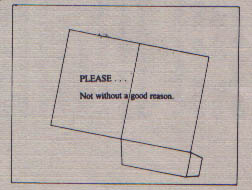
DON'T - PRINT ON AN ANGLE
-
Oh, I suppose it's OK if you're really worried about a
problem solid or a ghosting problem, but please, don't get into the habit. It
can seriously complicate the job of anyone who has to deal with the sheets when
you're done with them.
DO - GET IT OFF YOUR CHEST
-
Do you have some favorite Do's or Don'ts? Maybe you don't agree with some of these?
Send your comments, complaints and additions to us. Get it off your chest
-you'll sleep better.
Article Index
|
| |
1300 East Mermaid Lane, Wyndmoor, PA 19038
[P](267) 682-0844
|
Best
viewed with Microsoft
Internet Explorer @ no less than 800 x 600
Unless otherwise stated, all content contained within
SterlingFinishing.com is the property of Sterling Finishing, Inc.
|
|
|